
U svakom "otto" motoru vrti se "radilica" – možda malo nespretno prozvana, no ni službeno – tehnička riječ "koljenasta osovina" nije suviše točna ili spretna. Bilo kako bilo, sigurni smo da je tehnička kultura današnjih motociklista na toj razini tehničkog sporazumjevanja, da svi znaju o čemu se radi.
U svakom "otto" motoru vrti se "radilica" – možda malo nespretno prozvana, no ni službeno – tehnička riječ "koljenasta osovina" nije suviše točna ili spretna. Bilo kako bilo, sigurni smo da je tehnička kultura današnjih motociklista na toj razini tehničkog sporazumjevanja, da svi znaju o čemu se radi.
Kod motociklističke tehnike, bilo da se radi o 2T ili 4T agregatima, naiči čemo na dva osnovna tipa radilice: rastavljiv (sastavljiv), te monolitan (u jednom komadu). Kako je radilica svojevrstan transformator snage, u svakom tipu motora nači čemo adekvatan tip radilice, a o čemu če se pobrinuti konstruktori. Tipična radilica u monocilindričnom 2T motoru poslužit če nam kao primjer.
 Radilica se sastoji od tri osnovna dijela. Prvi je osovina koja se veže na donji dio klipnjače. Ova osovina, oko koje se okreče igličasti ležaj u klipnjači, napravljena je od vrlo čvrstog čelika (preko 60 točaka Rockwella). Ona spaja dvije polutke zamašnjaka ili protuutega, što imaju po jedan rukavac za instalaciju glavnog ležaja radilice fiksiranog u bloku ili karteru motora. Spajanje u cjelinu vrši se pomoču snažnih preša u posebnim alatima (ne pokušavajte to čekičima, sjekačima i sjekirama), a tako se i rastavlja. Nakon toga se pomoču mjernih instrumenata kontrolira centričnost, koja je od izuzetne važnosti jer u protivnom dolazi do vibracija prilikom rada motora, opterečenja ležajeva, pucanja blokova, itd. Poslje centriranja također je vrlo važno balansiranje radilice, iz razloga što se zamjenom klipnjače, ležajeva i klipa narušava dinamička uravnoteženost (zbog razlike u težini starog klipa i klipnjače u odnosu na nove). Ta vrlo važna operacija radi se po tvorničkim uputama, koje propisuju težinu protuutega na takav način da se na strogo horizontalnoj vrlo uskoj površini u obliku paralelne "rampe" radilica postavi na mjesto glavnih ležajeva. Ukoliko klipnjača s utegom ne miruje u svim položajima, potrebno je pridodati ili oduzeti toliko težine da bi se ona ujednačil, a radilica u svakom položaju mirovala. Ovo statičko balansiranje, baš kao i naprijed spomenuto centriranje, neophodno je zbog toga što je rastaljiv tip radilice (dakle onaj s igličastim ležajem na koljenu) osjetljiviji na habanje, te ima vrlo malen kojeficjent trenja. Upravo je to i največa prednost rastavljivog tipa radilice, gdje je u zatvoren (idealan) tip klipnjače ugrađen igličasti ležaj koji daje najmanji moguči kojeficjent trenja i otpora. Ovakav tip radilice nalazimo i na 4T motorima, s tom razlikom što je blavna osovina (ona gdje se nalazi ležaj klipnjače) probušena kao i rukavac kako bi se tim magistralama ležaj opskrbljivao uljem za podmazivanje. Kod 2T motora to je nepotrebno, jer se ovdje ležaj podmazuje iz smjese zraka, goriva i ulja. Najranjiviji element ovog sklopa upravo je igličasti ležaj, te je upravo on i najčešči razlog revizije ili popravka radilice. Revizija radilice zahtjevan je i stručan posao, pa ga svakako valja povjeriti stručnom osoblju. Danas ono podrazumjeva promjenu klipnjače sa osovinom i ležajevima, što je najbolje rješenje jer se izbjegava rizik od unutrašnje prenapregnutosti, produljenja, savijenosti ili deformacije klipnjače.
Radilica se sastoji od tri osnovna dijela. Prvi je osovina koja se veže na donji dio klipnjače. Ova osovina, oko koje se okreče igličasti ležaj u klipnjači, napravljena je od vrlo čvrstog čelika (preko 60 točaka Rockwella). Ona spaja dvije polutke zamašnjaka ili protuutega, što imaju po jedan rukavac za instalaciju glavnog ležaja radilice fiksiranog u bloku ili karteru motora. Spajanje u cjelinu vrši se pomoču snažnih preša u posebnim alatima (ne pokušavajte to čekičima, sjekačima i sjekirama), a tako se i rastavlja. Nakon toga se pomoču mjernih instrumenata kontrolira centričnost, koja je od izuzetne važnosti jer u protivnom dolazi do vibracija prilikom rada motora, opterečenja ležajeva, pucanja blokova, itd. Poslje centriranja također je vrlo važno balansiranje radilice, iz razloga što se zamjenom klipnjače, ležajeva i klipa narušava dinamička uravnoteženost (zbog razlike u težini starog klipa i klipnjače u odnosu na nove). Ta vrlo važna operacija radi se po tvorničkim uputama, koje propisuju težinu protuutega na takav način da se na strogo horizontalnoj vrlo uskoj površini u obliku paralelne "rampe" radilica postavi na mjesto glavnih ležajeva. Ukoliko klipnjača s utegom ne miruje u svim položajima, potrebno je pridodati ili oduzeti toliko težine da bi se ona ujednačil, a radilica u svakom položaju mirovala. Ovo statičko balansiranje, baš kao i naprijed spomenuto centriranje, neophodno je zbog toga što je rastaljiv tip radilice (dakle onaj s igličastim ležajem na koljenu) osjetljiviji na habanje, te ima vrlo malen kojeficjent trenja. Upravo je to i največa prednost rastavljivog tipa radilice, gdje je u zatvoren (idealan) tip klipnjače ugrađen igličasti ležaj koji daje najmanji moguči kojeficjent trenja i otpora. Ovakav tip radilice nalazimo i na 4T motorima, s tom razlikom što je blavna osovina (ona gdje se nalazi ležaj klipnjače) probušena kao i rukavac kako bi se tim magistralama ležaj opskrbljivao uljem za podmazivanje. Kod 2T motora to je nepotrebno, jer se ovdje ležaj podmazuje iz smjese zraka, goriva i ulja. Najranjiviji element ovog sklopa upravo je igličasti ležaj, te je upravo on i najčešči razlog revizije ili popravka radilice. Revizija radilice zahtjevan je i stručan posao, pa ga svakako valja povjeriti stručnom osoblju. Danas ono podrazumjeva promjenu klipnjače sa osovinom i ležajevima, što je najbolje rješenje jer se izbjegava rizik od unutrašnje prenapregnutosti, produljenja, savijenosti ili deformacije klipnjače.
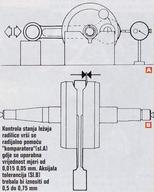
Pošto je radilica izuzetno opterečena radijalno i aksijalno, torziono i termički, dizajnirana je tako da se klipnjača rotira na dva (ali nije nužno jer postoje motori i sa samo jednim glavnim ležajem) glavna, obično radijalno igličasta ležaja. Ona je što je moguče uža, da bi bila kruča, odnosno manje osjetljiva na titranje, vibracije i savijanje. Čvrstoča kompozitne radilice zavisi od materilaja, te terimičke obrade metala od koje je napravljena. Također je od velike važnosti sastavljanje, odnosno uprešavanje osovine ležaja klipnjače, koja mora biti uvečana u odnosu na provrt u zamašnjacima 0.04 do 0.06 svakih 10mm promjera osovine (u praksi ako je provrt 25 mm tada osovina mora biti uvečana od 0.1 do 0.15 mm). Nedovoljna čvrstoča uprešavanja imat če za posljedicu, usljed opterečenja na torziju i temperature, decentrinost (polutke radilice neče biti paralelne), pa če se stvoriti radijalna decentričnost – neparalelnost rukavaca radilice ili radijalna deformacija. Aksijalna če se deformacija očitovati u razlici između spojenih polutki radilice, odnosno visini rukavaca. Obje deformacije teško če ugroziti vitalne elemente dijelove motora poput ležajeva radilice, bloka motora i sl.
 Osovina ležaja klipnjače oko koje se vrti leteči ležaj mora biti centrirana i termički obrađena te izbrušena. Cementacija mora biti od 0.8 do 1.2 mm dubine, a tvrdoča bi se trebala kretati od minimalno 60 do 60 točke Rockwella. Bušena aksijalna rupa u svrhu olakšavanja osovine (samo kod 2T) motora nebi smjela biti veča od 5 mm za osovinice koje su u promjeru od 16 – 20 mm. Odnos između duljine osovine i njenog promjera trebala bi biti 1/3 dakle, aproksimativno na 60 mm duljine promjer osovine trebao bi iznositi 20 mm. O ovom naoko jednostavnom strojnom elementu moglo bi se još štošta reči, ali time če se pozabaviti stručne knjige.
Osovina ležaja klipnjače oko koje se vrti leteči ležaj mora biti centrirana i termički obrađena te izbrušena. Cementacija mora biti od 0.8 do 1.2 mm dubine, a tvrdoča bi se trebala kretati od minimalno 60 do 60 točke Rockwella. Bušena aksijalna rupa u svrhu olakšavanja osovine (samo kod 2T) motora nebi smjela biti veča od 5 mm za osovinice koje su u promjeru od 16 – 20 mm. Odnos između duljine osovine i njenog promjera trebala bi biti 1/3 dakle, aproksimativno na 60 mm duljine promjer osovine trebao bi iznositi 20 mm. O ovom naoko jednostavnom strojnom elementu moglo bi se još štošta reči, ali time če se pozabaviti stručne knjige.
Tekst obradio: Nikola Purgar